Pусский
Pусский Španielčina
ŠpanielčinaJe potrebné upozorniť na to, že okrem „kavitácie“ existujú aj iné dôvody pre vznik „jamkovej jamy“ na povrchu tlakových odliatkov z hliníkovej zliatiny, ako napríklad: povrch formy nie je po EDM úplne vyleštený alebo povrch Forma je príliš svetlá. To spôsobuje, že uvoľňovacie činidlo nie je schopné vytvoriť dobrý ochranný film na povrchu formy, čo má za následok bodovú eróziu a prilepenie plesní na povrch formy. Jamky vznikajúce „kavitačnou eróziou“ na povrchu formy sú však tvarovo odlišné od takýchto defektov a na správny úsudok je potrebné mať dostatok skúseností.
Príčiny kavitačnej erózie pri tlakovom odlievaní hliníkových zliatin
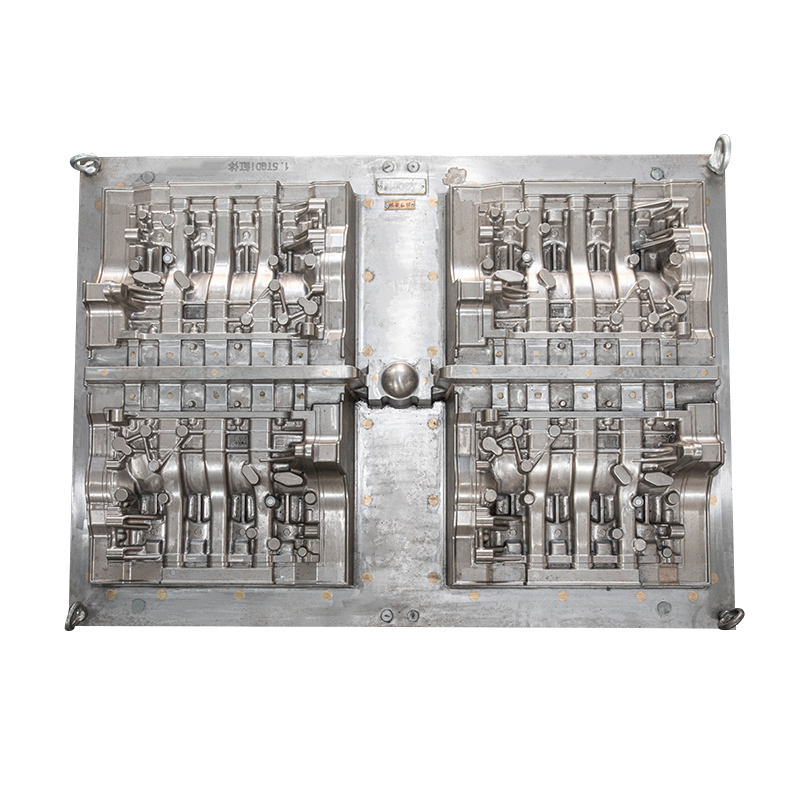
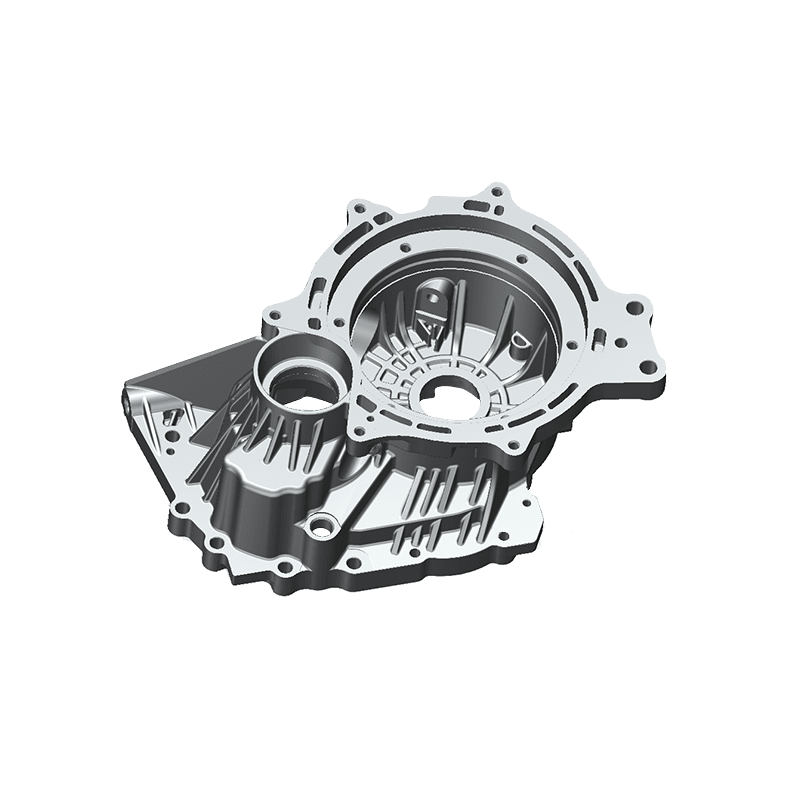
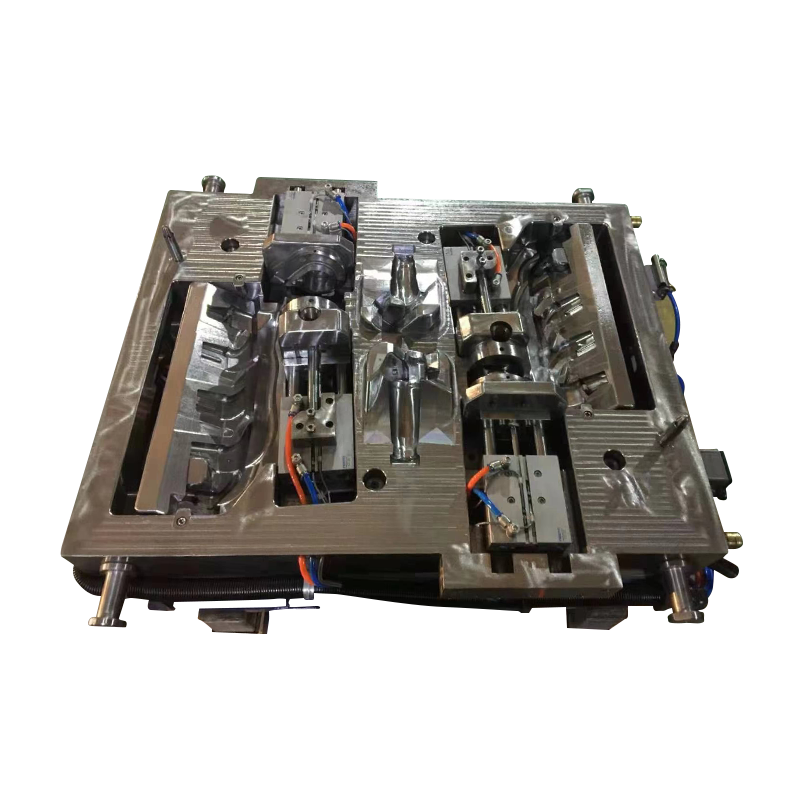
Odlievanie z hliníkovej zliatiny je vstrekovanie tekutej hliníkovej zliatiny do celej dutiny formy vysokou rýchlosťou pomocou razidla, aby sa získal požadovaný produkt. Počas toku roztaveného hliníka musí prejsť cez bežec, aby sa dostal k vnútornej bráne a potom nastriekal do dutiny formy. Bežec formy je jedinou cestou pre prúdenie roztaveného hliníka. Princíp konštrukcie spočíva v tom, že plocha prierezu žľabu by mala byť v zmrštenom stave, aby vzduch v bežci mohol byť vypúšťaný do predného konca roztaveného hliníka počas prúdenia roztaveného hliníka.
Hlavným dôvodom kavitácie je, že konštrukcia formy porušuje vyššie uvedené konštrukčné princípy. Na dráhe bežca, cez ktorú preteká kvapalina z hliníkovej zliatiny, sa plocha prierezu bežca rozširuje. Keď roztavený hliník preteká expandujúcim vnútorným bežcom, dôjde k objemovej expanzii a náhlemu poklesu tlaku, čo vedie k vytvoreniu podtlakových (alebo vyhĺbených) dutín v roztavenom hliníku. Keď je vstrekovanie pod tlakom, dutina praskne v bežci a vnútri dutiny formy. Keď praskne, vytvorí sa vnútorný výbuch, ktorý môže generovať obrovskú energiu. Keď sa výrobok vyrába, kontinuálne viacnásobné implózie spôsobujú únavovú deformáciu na povrchu kovovej formy alebo bežca, pričom vytvárajú jamky, ktoré sú viditeľné voľným okom. Zodpovedajúcim spôsobom sa na povrchu odlievaného produktu vytvárajú vyčnievajúce jamky.
Metódy na zabránenie kavitácii pri vysokotlakovom liatí - správna konštrukcia žľabu formy
Pri konštrukcii bežca formy by sa mali dodržiavať tieto zásady: plocha prierezu bežca z koláča sa musí zmenšiť, a keď má bežec vetvy, musí sa zmenšiť plocha prierezu hlavného žľab musí byť väčší ako dva alebo viac žľabov vetvy Súčet plôch prierezu.