Pусский
Pусский Španielčina
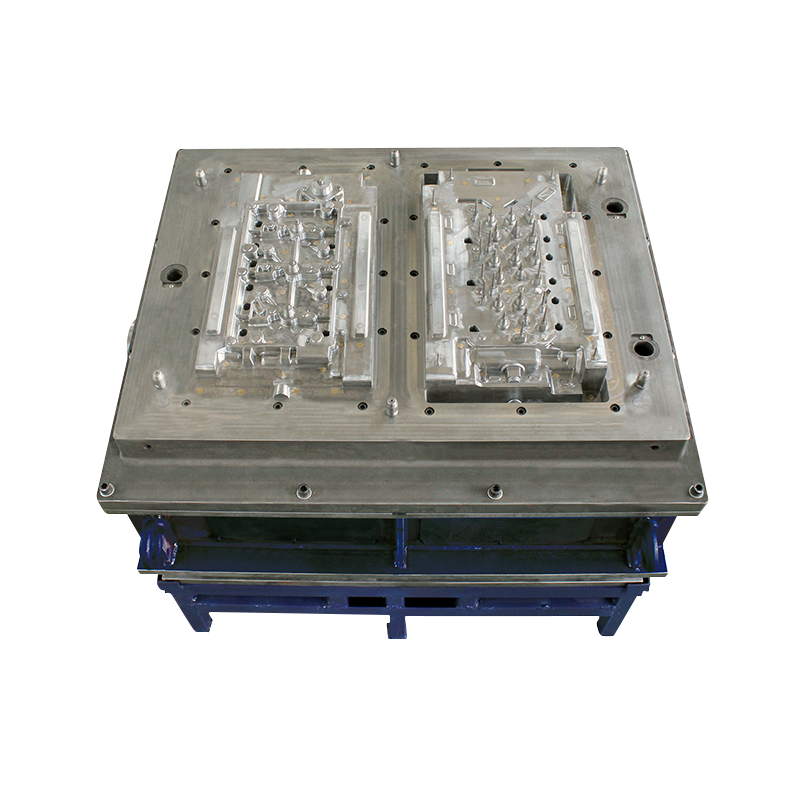
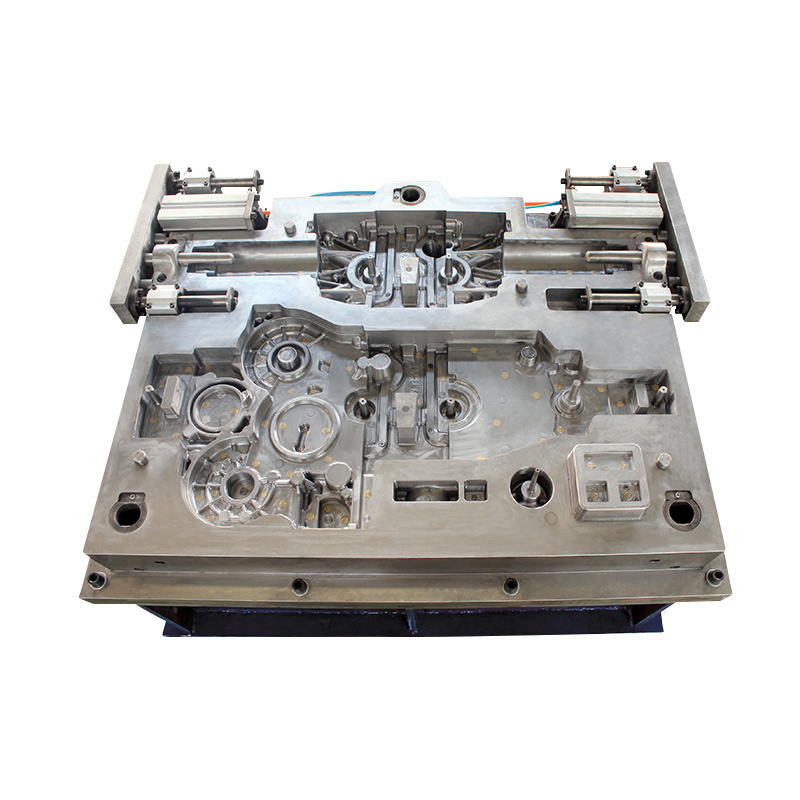
Španielčina Forma na tlakové liatie patrí k procesnej metóde odlievania tekutého zápustkového výkovku a jeho kompletizácie na vyhradenom stroji na tlakové liatie. Pre tlakové liatie sú nevyhnutné tri prvky: materiál na tlakové liatie, stroj na tlakové liatie a lisovnica. Na zlepšenie efektivity výroby, kvality značky a vysokých ekonomických výhod vo výrobnom procese a na predĺženie životnosti foriem na tlakové liatie je veľmi dôležité používanie a údržba foriem na tlakové liatie.
Správne používanie a údržba foriem na tlakové liatie:
1. Minimalizujte rýchle ochladzovanie a zahrievanie formy a snažte sa nepretržite vyrábať čo najviac. V stave studenej formy je vysokorýchlostné vstrekovanie prísne zakázané.
Počas procesu tlakového liatia bola forma na tlakové liatie v vratnom únavovom stave tepelnej rozťažnosti a kontrakcie a teplota dutiny formy sa v podstate menila tam a späť medzi 160 stupňami a 350 stupňami. škody. Pri spustení výroby v stave studenej formy sa teplota formy začína zvyšovať z nízkej teploty, zvyšuje sa teplotný rozdiel, zvyšuje sa expanzia formy a zmršťovanie a zodpovedajúcim spôsobom sa zvyšuje únava formy, čo urýchli poškodenie formy a skráti sa. životnosť formy. Pri výrobe tlakového liatia by sa preto mala podľa možnosti vykonávať kontinuálna výroba a malo by sa minimalizovať rýchle chladenie a rýchle zahrievanie formy, čím sa predlžuje životnosť formy.
Okrem toho forma v studenom stave formy nedosahuje teplotu pri bežnej výrobe a medzera medzi každou časťou formy je pomerne veľká. V tomto prípade je prísne zakázané otvárať vysokorýchlostné vstrekovanie a tlakovanie. V opačnom prípade sa medzerové časti formy, vrátane posúvača, vyhadzovacieho otvoru a iných častí, dajú ľahko prelomiť do hliníkového plášťa, čím sa poškodí forma a ovplyvní sa životnosť formy.
2. Čo najviac znížte rýchlosť vstrekovania, čo najviac znížte merný tlak a znížte náraz formy.
Počas výroby tlakového liatia rýchlosť vstrekovania ovplyvňuje nielen rýchlosť plnenia tlakového liatia a rýchlosť vstrekovania, ale tiež zvyšuje nárazovú špičku, keď je rýchlosť vstrekovania vysoká. Preto, ak je rýchlosť vstrekovania vysoká a rýchlosť vstrekovacej brány je rýchla, čistenie formy sa zintenzívni, nárazová špička sa zvýši, nárazová sila na formu sa tiež zvýši a životnosť formy sa výrazne zvýši. znížený. Preto, keď upravujeme proces tlakového liatia, je veľmi dôležité čo najviac znížiť rýchlosť vstrekovania a zároveň zabezpečiť kvalitu produktu, čo je veľmi dôležité pre zlepšenie životnosti formy a zlepšenie ekonomických výhod formy. odlievacieho podniku. V súčasnosti sú pokročilé stroje na tlakové liatie vybavené vstrekovacími brzdovými zariadeniami, ktoré sú veľmi prospešné na zníženie maximálnej hodnoty nárazu, zníženie nárazovej sily na formu a zlepšenie životnosti formy.
Dôležitým parametrom je aj tlak vstrekovacieho pomeru v procese tlakového liatia. Tlak vstrekovacieho pomeru je všeobecne 400-900 kg/cm2 podľa požiadaviek na kvalitu a charakteristiky odliatku. Ak presiahne 900 kg/cm2, má to vo všeobecnosti malý vplyv na vnútornú kvalitu odliatku. Ak je vstrekovací pomer príliš vysoký, nielenže to zvýši expanznú silu formy, ale dokonca spôsobí, že expanzná sila prekročí upínaciu silu obrábacieho stroja, čo má za následok hliníkové kanáliky. Zároveň, ak je forma vystavená veľkej rozťažnej sile, poškodí aj formu alebo skráti životnosť formy. Preto by sme pri výrobe tlakového odliatku mali okrem rýchlosti vstrekovania venovať väčšiu pozornosť tlaku špecifickému pre vstrekovanie. Pretože tlak špecifický pre vstrekovanie nie je také ľahké pozorovať ako rýchlosť vstrekovania, často sa ignoruje. V skutočnosti je vstrekovací pomer dôležitým parametrom v procese tlakového liatia, ktorý ovplyvňuje nielen kvalitu odliatku, ale má tiež obrovský vplyv na životnosť formy. To by malo vzbudiť pozornosť najmä podnikov na tlakové liatie.
3. Keď sa forma používa, rúška a hliníkový plášť by sa mali včas vyčistiť, aby sa zabránilo stlačeniu formy.
Pri použití formy má forma často z rôznych dôvodov záves a hliníkovú kožu. V tomto čase sa musí vyčistiť včas, inak sa forma vytlačí, ak bude výroba pokračovať. Najmä v časti šmýkadla, ak sa klzné vedenie dostane do hliníkového plášťa atď., šmýkadlo sa zrúti a zlomí v dôsledku veľmi veľkej zvieracej sily stroja na tlakové liatie. Preto pri takýchto problémoch treba formu včas vyčistiť a nájsť príčinu, aby sa forma včas opravila. V opačnom prípade pred opravou počkajte na poškodenie formy, čo vážne ovplyvní životnosť formy.
4. Pokúste sa znížiť teplotu liatia roztaveného hliníka a zlepšiť životnosť formy.
Teplota liatia roztaveného hliníka pri výrobe tlakového liatia ovplyvňuje nielen kvalitu odliatkov, ale ovplyvňuje aj životnosť foriem na tlakové liatie. Vo všeobecnom tlakovom liatí je teplota liatia roztaveného hliníka medzi 630 stupňami a 720 stupňami. Pre rôzne diely by sme sa pri voľbe teploty odlievania mali snažiť zvoliť nižšiu teplotu, čo nielen šetrí energiu, ale aj predlžuje životnosť formy na tlakové liatie. Pretože čím vyššia je teplota roztaveného hliníka, tým väčšia je erózia formy, tým väčší je rozsah zmien teplotného poľa formy, čím väčšia je tepelná rozťažnosť a kontrakcia, tým väčšia je únava formy a tým ľahšie sa poškodí. Preto je vhodné zníženie teploty liatia roztaveného hliníka prospešné na predĺženie životnosti formy na tlakové liatie.