Pусский
Pусский Španielčina
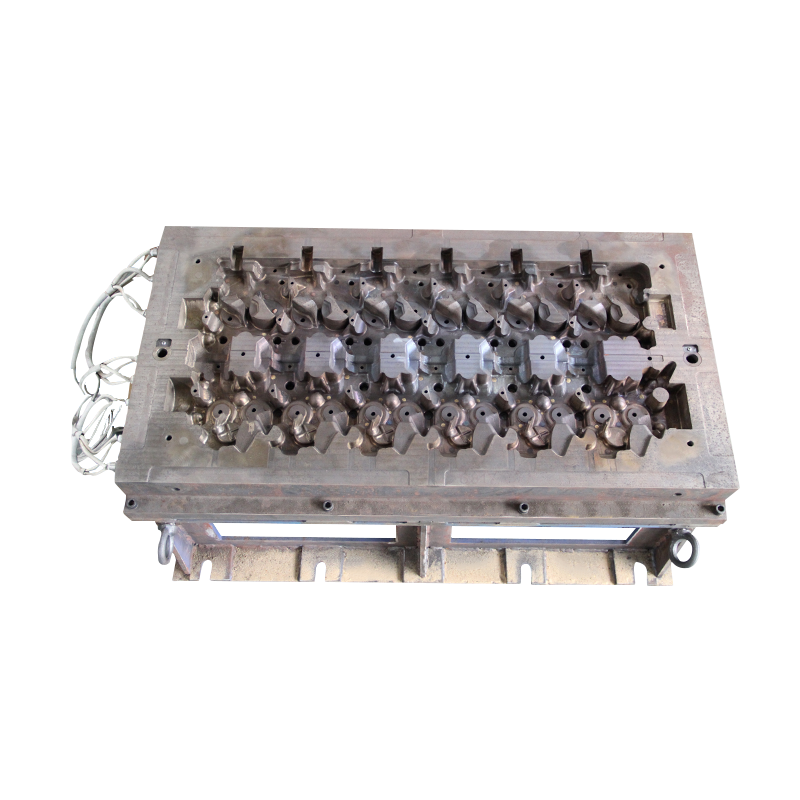
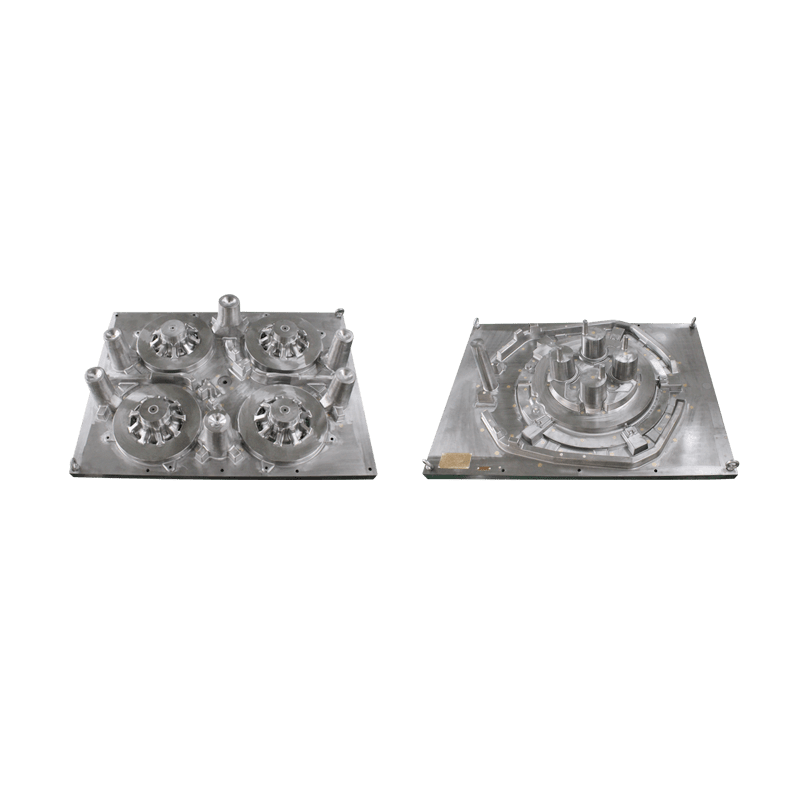
ŠpanielčinaV priemysle výroby automobilov je výkon automatická forma Priamo ovplyvňuje kvalitu častí a efektívnosť výroby. Medzi nimi je lepenie plesní bežným a ťažko vyriešiteľné technické problémy. Plesne, ktoré sa nalepujú, spôsobuje iba defekty častí, ovplyvňuje vzhľad a funkciu produktu, ale môže tiež spôsobiť poškodenie plesní a zvýšiť následné náklady na údržbu a výmenu. Preto je hĺbkový výskum príčin lepenia plesní a jej roztokov rozhodujúci pre zlepšenie účinnosti výroby a kvality výrobkov.
Príčiny nalepenia plesní sú zložité a rozmanité, najmä vrátane faktorov, ako je nadmerná drsnosť povrchu plesní, nedostatočné mazanie, nesprávne riadenie teploty, silná adhézia plastových materiálov a neprimerané nastavenie parametrov procesu formovania. Pri riešení problémov s lepením plesní sa musia vedecké roztoky odobrať z návrhu plesní, výberu materiálu, riadenia procesu, správy mazania a údržby plesní, aby sa zabezpečilo hladký pokrok výrobného procesu a stálym zlepšením kvality produktu.
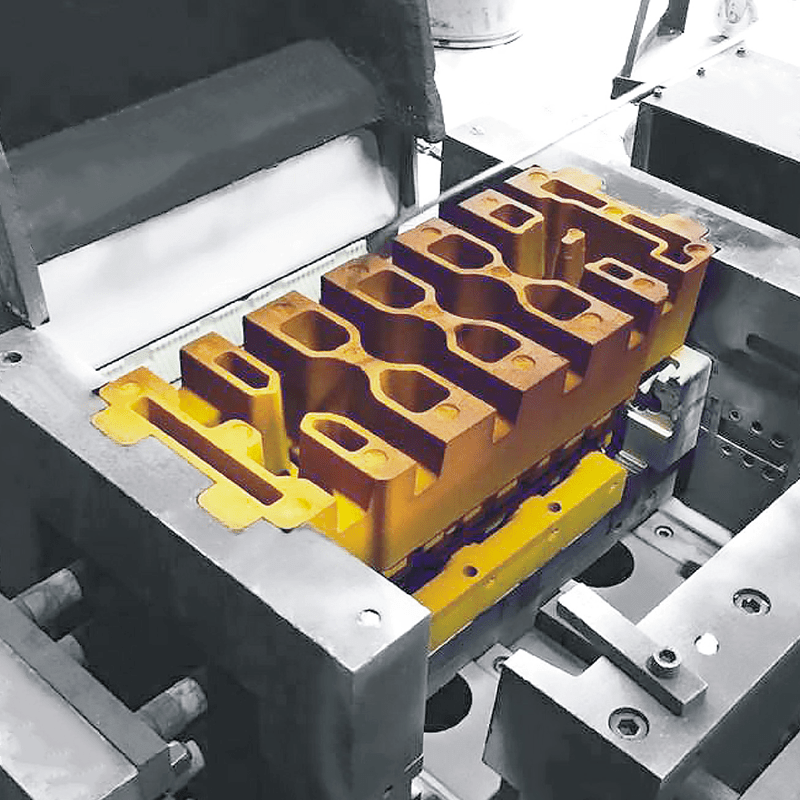
V procese navrhovania plesní sú vedecké konštrukčné konštrukcie a povrchové ošetrenie základom prevencie lepenia plesní. Počas procesu navrhovania by sa mala minimalizovať plocha priameho kontaktu medzi formou a plastovým materiálom a mal by sa prijať primeraný dizajn povrchu rozloženia plesní, aby sa zabezpečilo, že potrubie rozkladu plesní je hladká a nemá ostré uhly alebo odumreté rohy, aby sa predišlo prilepeniu plesní spôsobených koncentráciou stresu a miestnym prehrievaním. Okrem toho by mal byť povrch formy navrhnutý s primeranými drážkami výfukových plynov a výfukovými otvormi, aby sa zabezpečilo, že plyn je možné počas procesu formovania hladko vypúšťať, čím sa zníži problém prilepeného pri zadržiavaní plynu. Pokiaľ ide o povrchové ošetrenie, používa sa vysoko kvalitná technológia leštenia na dosiahnutie povrchu formy, zníženie drsnosti povrchu, a tak znižuje adhéziu medzi plastickou a plesňou. V prípade oblastí častí, ktoré sú náchylné na lepenie, môžete zvážiť nanášanie vrstvy protilepujúceho povlaku na povrchu formy alebo pomocou špeciálnych antistickích materiálov na ďalšie zníženie pravdepodobnosti adhézie.
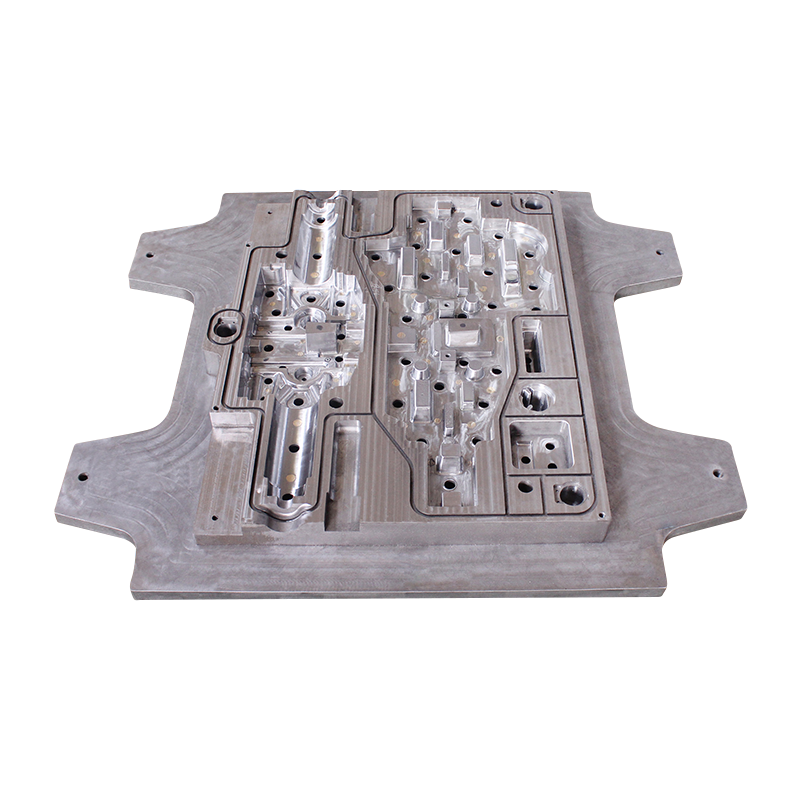
Výber materiálu je jedným z kľúčových faktorov pri riešení problému prilepenia. Pri výbere materiálov formy, oceľových alebo zliatinových materiálov s nízkou adhéziou by sa mala venovať prioritou vysoká teplotná odolnosť a odolnosť proti opotrebeniu a ich tepelná vodivosť a odolnosť proti korózii by sa mali venovať aj. V prípade plastových materiálov by sa vhodné mazivá alebo uvoľňovacie činidlá mali vybrať podľa charakteristík materiálu formy, aby sa zabezpečilo, že má vynikajúce mazanie a tepelný odpor. V praktických aplikáciách je obzvlášť dôležité zvoliť agenta prepustenia, ktorý spĺňa požiadavky na proces. Kvalitné uvoľňovacie činidlá môžu tvoriť tenký film na povrchu formy, čo účinne znižuje priamy kontakt medzi plastickou a formou, čím sa zníži výskyt lepenia. Pri použití nezabudnite zabezpečiť, aby sa uvoľňovacia činnosť rovnomerne uplatňovala, aby sa zabránilo nerovnomernému povlaku alebo chýbajúcim oblastiam, aby neovplyvnilo účinok demoldingu.
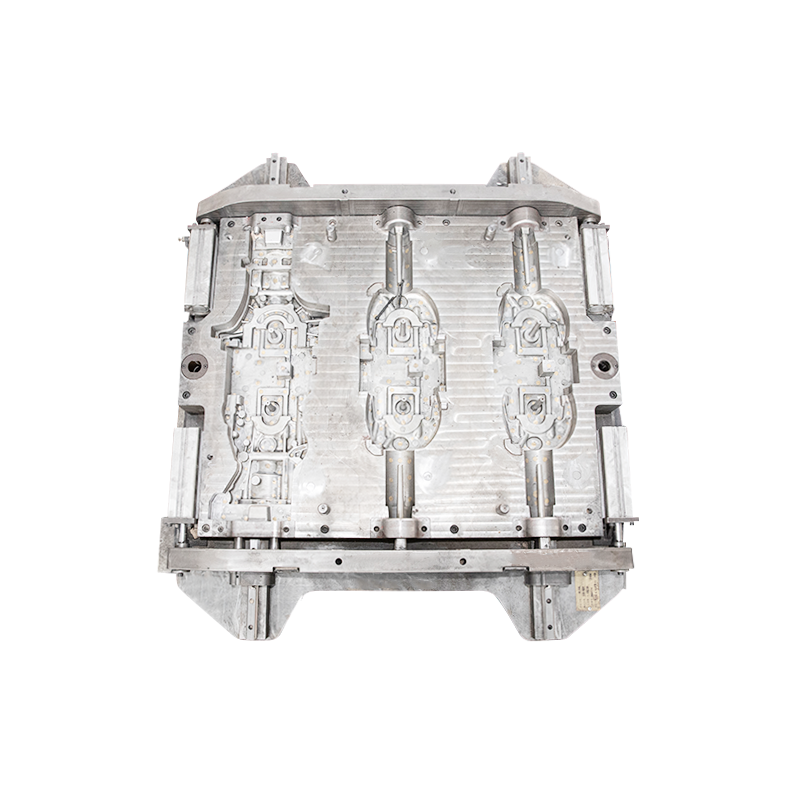
Manažment mazania je jedným z dôležitých opatrení na riadenie lepenia plesní. Počas procesu vstrekovania môže primeraná aplikácia lubrikantov významne znížiť koeficient trenia medzi plesňou a plastickou, čím sa zníži fenomén adhézie. Výber lubrikantov by mal byť založený na špecifických požiadavkách plastového materiálu a procesu formy a vybrať mazivo s dobrým vysokým odporom, stabilný výkon mazania a žiadny vplyv na kvalitu častí. Mazivo by sa malo aplikovať rovnomerne, aby sa predišlo miestnej nadmernej hrúbke alebo tenkej farbe, aby sa zabezpečila kontinuita a stabilita mazacej vrstvy. Počas výrobného procesu pravidelne kontrolujte účinok maziva, doplňte ho alebo nahradte včas, aby ste udržali kontinuitu mazacieho účinku. Okrem toho primerané nastavenie lišty teploty, tlaku a rýchlosť chladenia môže tiež účinne znížiť riziko lepenia plesní a vyhnúť sa problémom s priľnavosťou spôsobeným prehrievaním alebo nadchnutím povrchu plesní.