Pусский
Pусский Španielčina
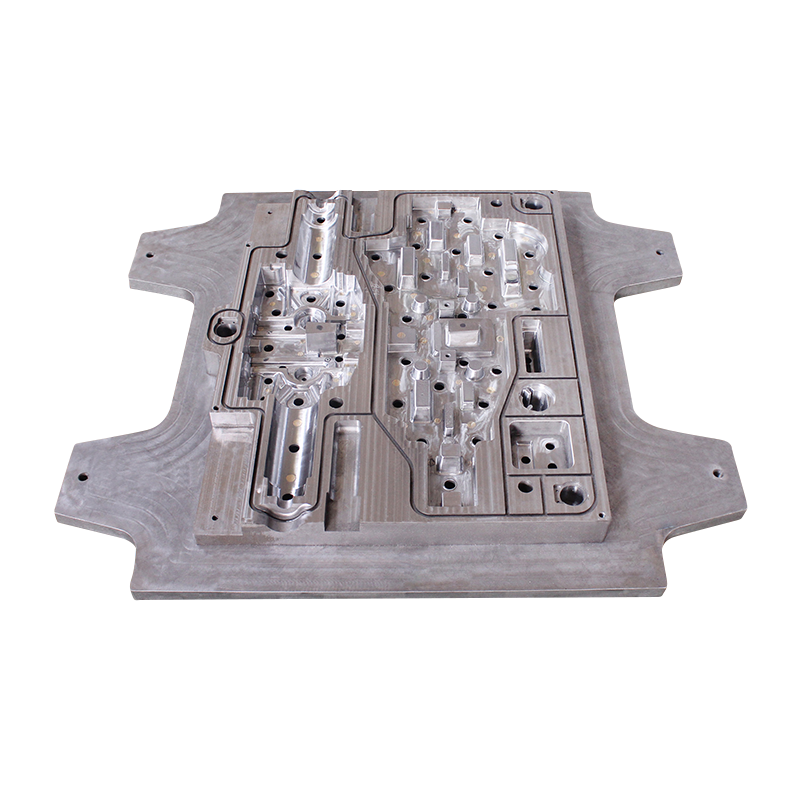
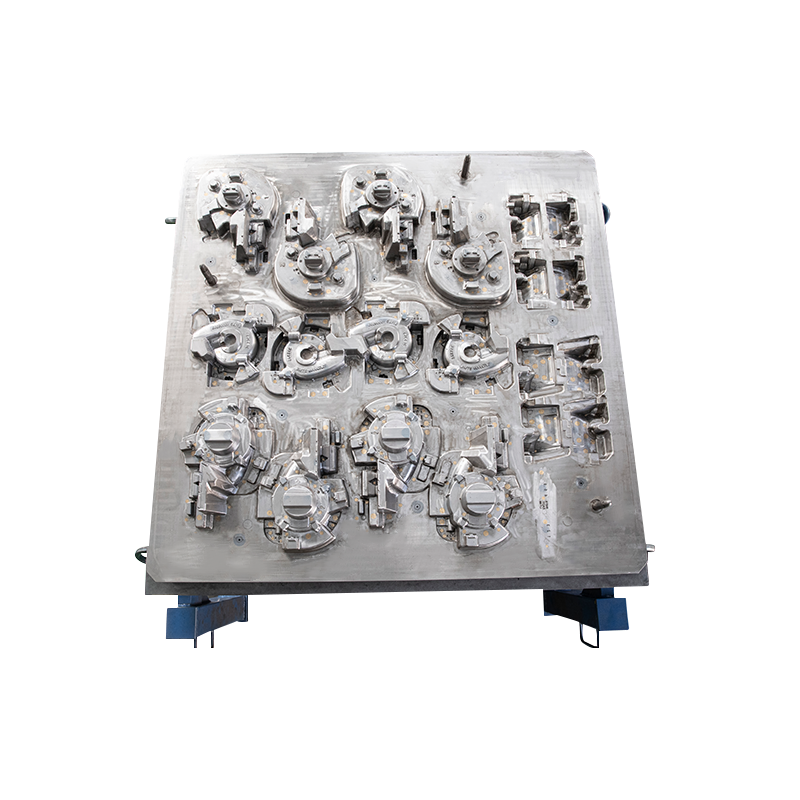
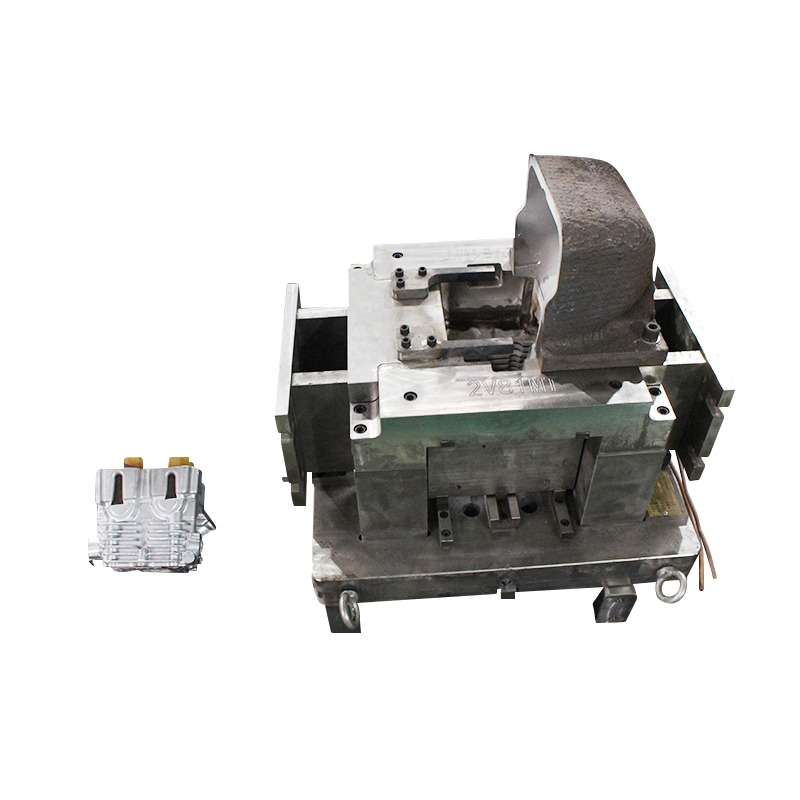
Španielčina Kedy odlievanie blokov valcov , forma je kľúčovou súčasťou procesu. Táto forma sa používa na tvarovanie dielov, ktoré sa potom odlievajú do požadovaných tvarov. Proces výroby foriem bloku valcov vyžaduje použitie množstva činidiel na dosiahnutie požadovanej kvality a konzistencie hotového výrobku. Tieto činidlá sa používajú na zabezpečenie bezpečnej manipulácie s vyrobenými komponentmi.
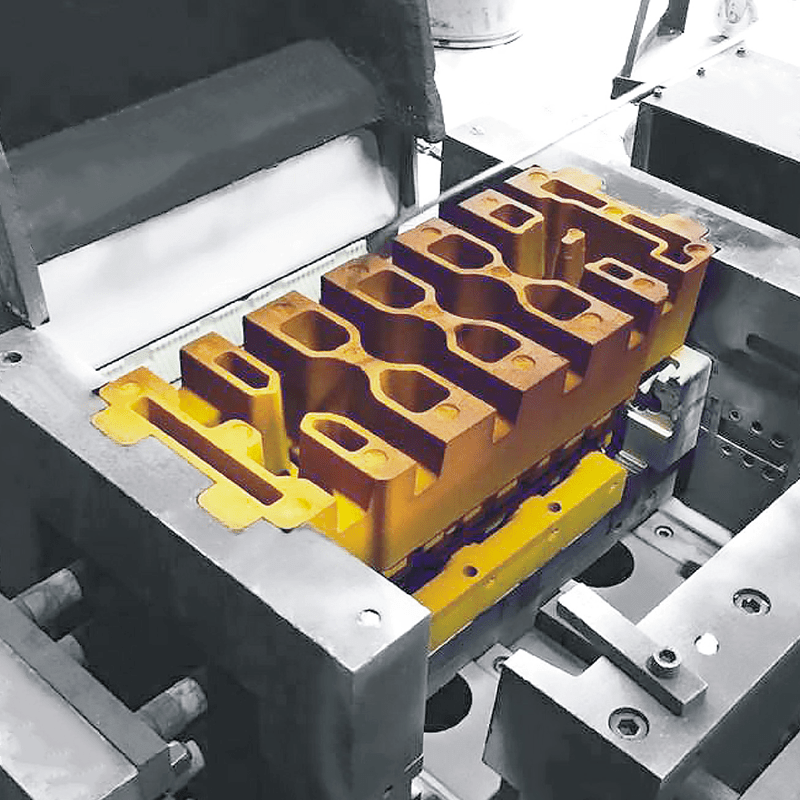
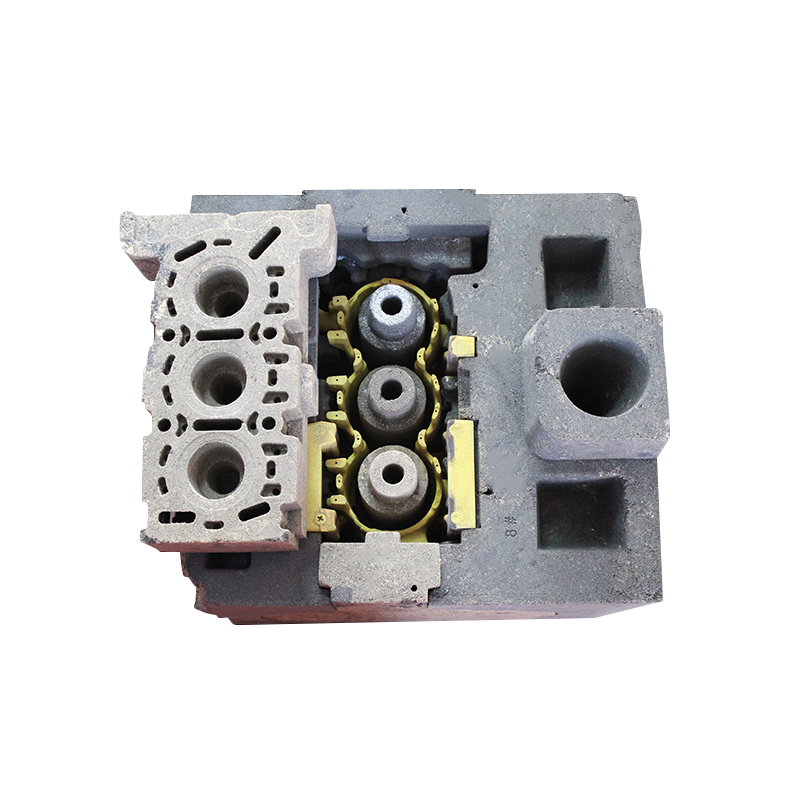
Piesková zmes, ktorá sa používa na výrobu formy, sa musí nasypať okolo vzoru, aby sa zabezpečilo, že pri odlievaní nepraskne. Dôležitou súčasťou procesu sú aj stúpačky, ktoré majú zvyčajne 8 veľkých otvorov. Stúpačky pomáhajú kovu zostať roztavený aj počas procesu odlievania, pretože dodávajú roztavený kov, keď sa zmršťuje. Hliníkový blokový odliatok je následne opracovaný tak, aby sa dosiahli požadované rozmery a hladké povrchy.
Formovací piesok v závode má obsah osem až desať percent účinného bentonitu a 10 až 12 % celkového bahna. Formovací piesok sa mieša v miešačke piesku a teplota je 20°C. Maximálna teplota v lete je tridsať stupňov. Použitý piesok pred vstupom do miešačky piesku má zvyčajne asi 40-45 stupňov. Obsahuje asi 1,5-2% vlhkosti.
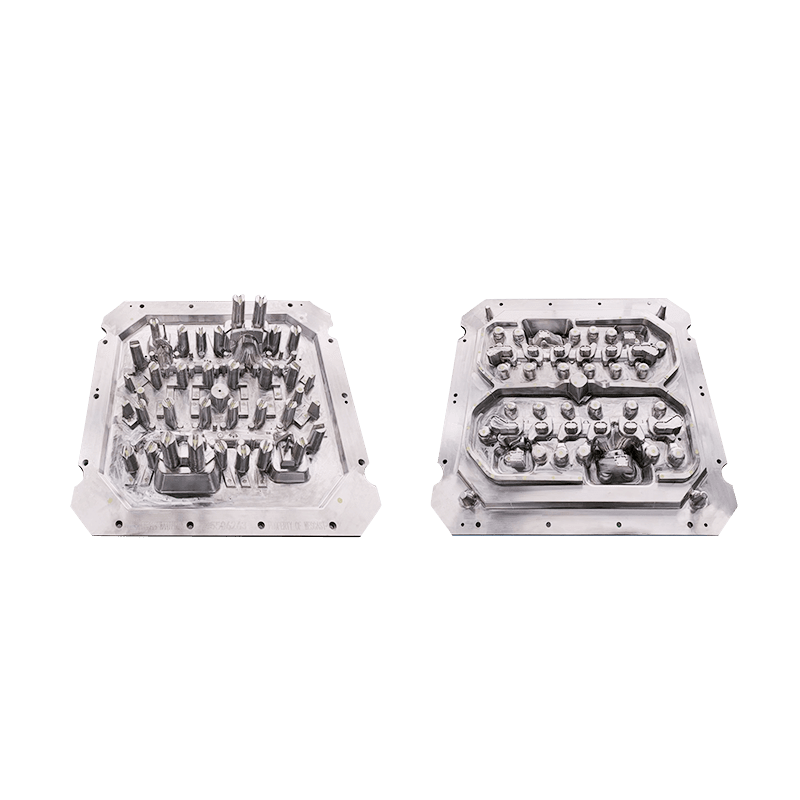
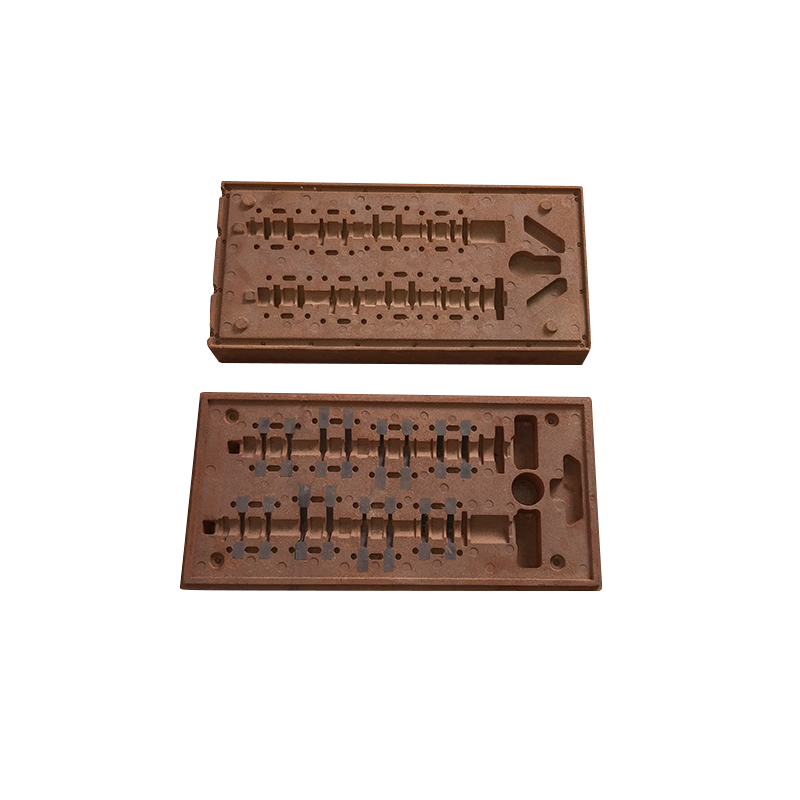
Proces odlievania je možné optimalizovať pomocou simulačných nástrojov. Použitie pieskových jadier môže viesť k vysokokvalitnému odliatku s minimálnym namáhaním a rozmerovou presnosťou. Nízkotlakové liatie do piesku sa odporúča pre prototypy a malé série odliatkov. Nízkotlakové liatie do piesku umožňuje vstup taveniny do formy pod nízkym tlakom 0,1 až 0,5 baru. Výsledkom tohto procesu sú vysokokvalitné bloky valcov s minimálnymi chybami odliatku.
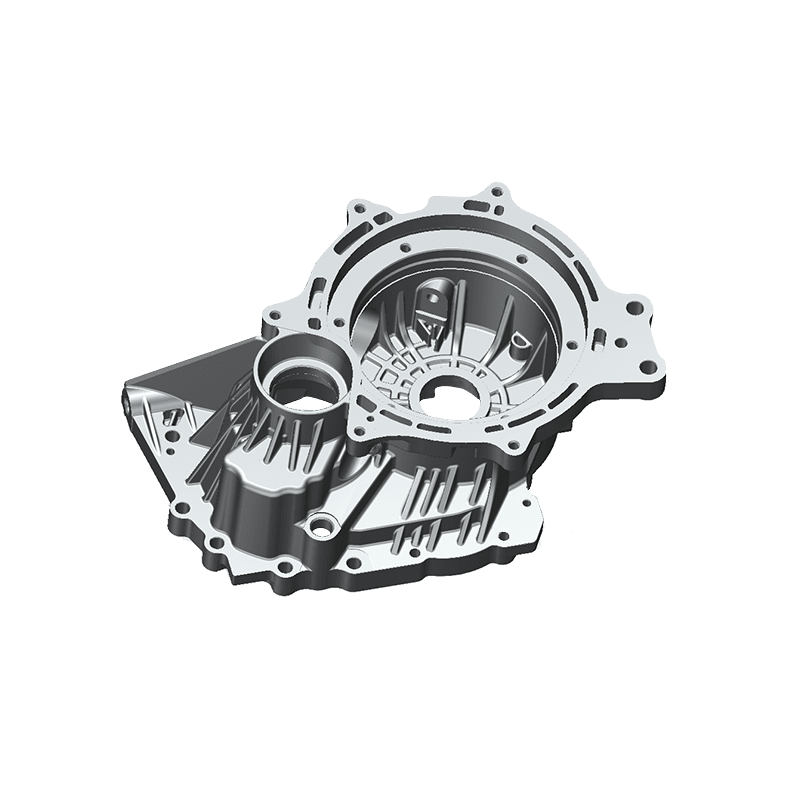
Ďalším obľúbeným materiálom pre bloky motorov sú zliatiny hliníka. Tieto materiály ponúkajú podobné vlastnosti ako liatina, vrátane nízkej hmotnosti a tenkých olejových kanálov. Hmotnosť liateho bloku motora z hliníkovej zliatiny je približne jedna tretina hmotnosti rovnakej hmotnosti ako hmotnosť liatiny. Navyše je ľahký a ľahko sa opracúva. Je to tiež lacnejšie a bohatšie. Pri výbere formy je dôležité zvážiť materiál.