Pусский
Pусский Španielčina
Španielčina
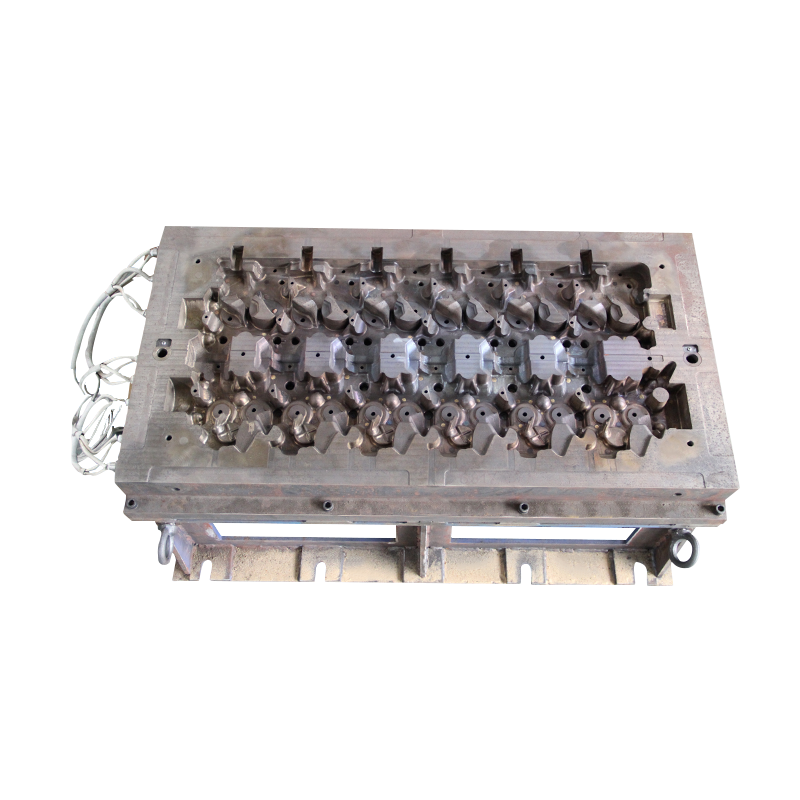
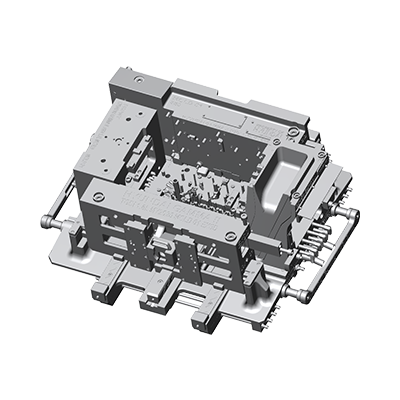
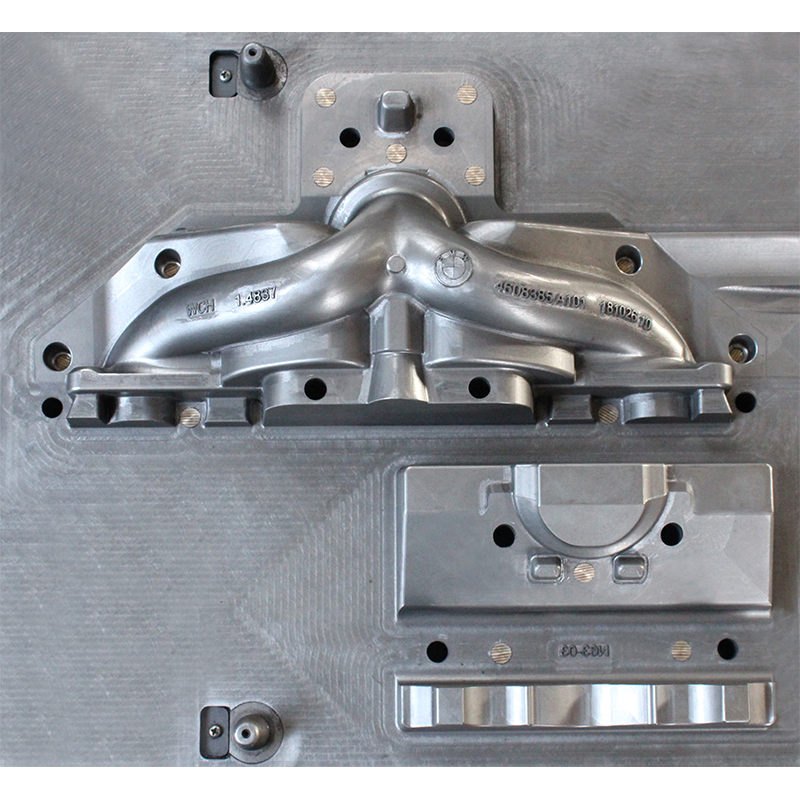
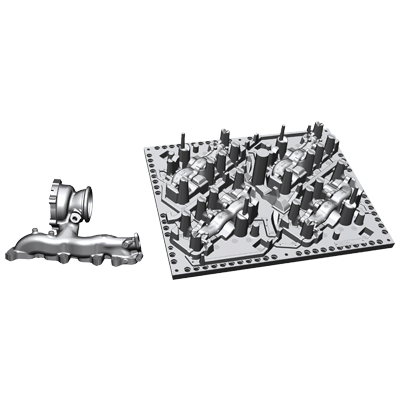
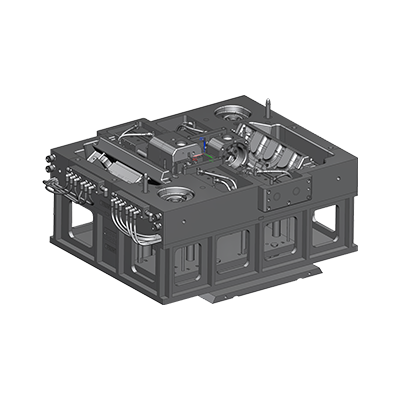
Forma na tlakové liatie je nástroj na odlievanie kovových dielov, nástroj na dokončenie procesu tlakového liatia na vyhradenom stroji na tlakové liatie. Plastové formy sú nástroje, ktoré sa spájajú s lisovacími strojmi na plasty v priemysle spracovania plastov, aby poskytli plastovým výrobkom úplnú konfiguráciu a veľkosť. Aký je teda medzi nimi rozdiel?
Rozdiel medzi formou na tlakové liatie a plastovou formou:
1. Vstrekovací tlak formy na tlakové liatie je veľký, takže šablóna musí byť relatívne hrubá, aby sa zabránilo deformácii
2. Brána formy na tlakové liatie sa líši od brány vstrekovacej formy a je potrebné ju použiť ako delený kužeľ na rozklad vysokého tlaku toku materiálu.
3. Jadrá foriem na tlakové liatie nie je potrebné ochladzovať, pretože teplota v dutine pri tlakovom liatí presahuje 700 stupňov. Preto je každé tvarovanie ekvivalentné kaleniu. Dutina bude stále tvrdšia. Všeobecná vstrekovacia forma by mala byť ochladená nad 52 HRC.
4. Formy na tlakové liatie musia byť vo všeobecnosti nitridované v dutine, aby sa zabránilo prilepeniu zliatiny k dutine.
5. Vo všeobecnosti je korózia formy na tlakové liatie relatívne veľká a vonkajší povrch je vo všeobecnosti modrý.
6. V porovnaní so vstrekovacou formou má pohyblivá lícujúca časť formy na tlakové liatie (ako je posúvač na ťahanie jadra) väčšiu medzeru, pretože vysoká teplota procesu tlakového liatia spôsobí tepelnú rozťažnosť. Ak je medzera príliš malá, spôsobí to zaseknutie formy.
7. Požiadavky na prispôsobenie deliacej plochy foriem na tlakové liatie sú vyššie, pretože tekutosť zliatin je oveľa lepšia ako tekutosť plastov. Vysoká teplota a vysoký tlak toku materiálu vyletujúceho z deliacej plochy budú veľmi nebezpečné
8. Vo všeobecnosti sa vstrekovacie formy môžu odvzdušňovať náprstom, deliacou plochou atď., formy na tlakové liatie musia mať odvzdušňovacie drážky a vrecia na zber trosky (zber hláv studeného materiálu);
9. Lisovanie je nekonzistentné, rýchlosť vstrekovania formy na tlakové liatie je rýchla a vstrekovací tlak je jedna sekcia. Plastové formy sa na udržanie tlaku zvyčajne vstrekujú v niekoľkých sekciách.