Pусский
Pусский Španielčina
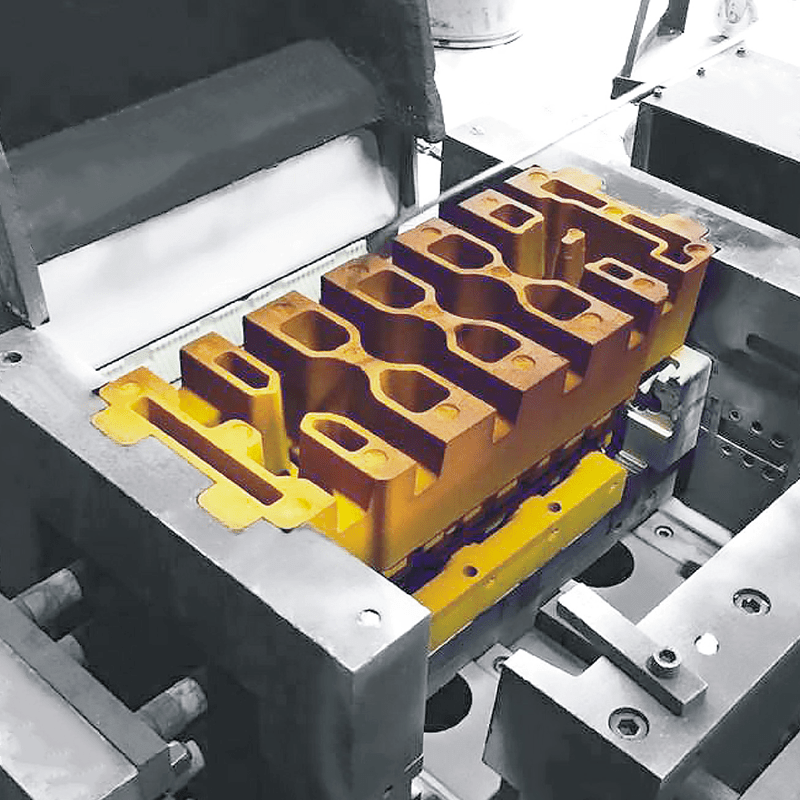
ŠpanielčinaV oblasti výroby automobilov kvalita a výkon odlievacie formy zohrávajú dôležitú úlohu v kvalite a spoľahlivosti konečného produktu. Odlievacie formy nie sú len základnými nástrojmi na výrobu vysokokvalitných dielov, ale prítomnosť povrchových chýb, ako sú stopy po toku a vzory, môže mať nepriaznivé účinky na vzhľad a výkon produktu. Preto je obzvlášť dôležité dôkladne analyzovať príčiny tokových značiek a vzorov a prijať účinné riešenia.
Generovanie tokových značiek a vzorov vychádza hlavne z nasledujúcich aspektov. Po prvé, kontrola teploty formy je rozhodujúca. Keď je teplota formy príliš nízka, roztavený kov sa vo forme rýchlo ochladzuje, čo môže vytvárať nerovnomernú kovovú vrstvu a zanechávať zreteľné stopy toku. Po druhé, konštrukcia bežca tiež ovplyvňuje tok roztaveného kovu. Nerozumná konštrukcia žľabu, ako je plytký žľab alebo nevhodná poloha vtoku, môže ľahko viesť k prekážke toku roztaveného kovu, vytváraniu turbulencií a zanechávaniu nepravidelných vzorov na povrchu odliatku. Okrem toho sú kľúčovými faktormi aj teplota a rýchlosť plnenia roztaveného kovu. Príliš nízka teplota alebo príliš vysoká rýchlosť plnenia môže viesť k nedostatočnej tekutosti roztaveného kovu a tvorbe vzorov. Zlá konštrukcia výfukového systému formy alebo zablokovanie výfukového otvoru tiež spôsobí, že plyn nebude včas vypustený, pričom sa vytvoria bubliny alebo vzory. Nakoniec, nesprávne použitie povlaku na povrchu formy, ako je nadmerné nahromadenie, môže vytvárať prekážky počas procesu plnenia kovovou kvapalinou, čo vedie k stopám a vzorom toku.
V reakcii na vyššie uvedené nedostatky môžu podniky prijať množstvo opatrení na ich vyriešenie. Po prvé, je dôležité zabezpečiť vhodnosť teploty formy. Predhriatím formy na optimálnu teplotu odlievania možno výrazne zlepšiť tekutosť kovovej kvapaliny a znížiť tepelné namáhanie spôsobené ochladzovaním, čím sa zníži pravdepodobnosť stôp a vzorov toku. Základom pre zabezpečenie kvality odlievania je zároveň pravidelná kontrola systému vykurovania foriem, aby sa zabezpečila jeho stabilná prevádzka.
Po druhé, optimalizácia konštrukcie žľabu je tiež dôležitou súčasťou zlepšenia kvality odlievania. Rozumná konštrukcia hĺbky, šírky a polohy a tvaru brány môže zabezpečiť, že kovová kvapalina prúdi do formy rovnomerne a stabilne, čím sa zabráni prekážkam toku spôsobeným zložitou konštrukciou. Okrem toho nastavenie teploty a rýchlosti plnenia kovovej kvapaliny a primerané nastavenie parametrov podľa charakteristík rôznych kovových kvapalín a požiadaviek na proces odlievania môže účinne zlepšiť tekutosť kovovej kvapaliny a zabrániť vzniku turbulencií.
Netreba ignorovať ani zlepšenie výfukového systému formy. Zväčšením počtu a veľkosti vetracích otvorov a nastavením polohy vetracích otvorov, aby sa zabezpečilo, že plyn vo vnútri formy môže byť vypustený včas, je možné účinne znížiť výskyt bublín a vzorov. Zároveň pravidelne kontrolujte priechodnosť odvzdušňovacích otvorov a včas vyčistite upchávky, aby ste zabezpečili normálnu prevádzku výfukového systému.
Napokon, primeraná kontrola množstva a rovnomernosti povlaku je dôležitým opatrením na zabránenie stopám a vzorom toku. Správne množstvo povlaku môže nielen znížiť trenie a priľnavosť medzi roztaveným kovom a formou, ale aj zabezpečiť rovnomernosť a primeranú hrúbku povlaku, čím sa zabráni defektom spôsobeným nadmerným nahromadením povlaku.